巧用等高策略,高效处理PowerMill倒扣加工
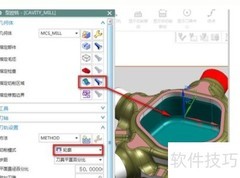
1、 ,红色面在正面加工时为倒扣结构,需选用T型刀具进行切削处理。
2、 若不采用定制刀具,可选用T刀进行等高切削加工。
3、 所示,倒扣区域刀具路径存在抬刀现象,由于切入切出方式设为无,导致抬刀过程中发生过切。
4、 使用T刀加工倒扣面时,应合理选择切入和切出方式。
5、 等高精加工自上而下切削时,下切步距恒定,浅滩区域刀轨稀疏,若倒扣未预先开粗,刀具受力过大,易发生断刀。
6、 针对刀轨过载,调整加工顺序为自下而上进行切削。
巧用等高策略,高效处理PowerMill倒扣加工
1、 ,红色面在正面加工时为倒扣结构,需选用T型刀具进行切削处理。
2、 若不采用定制刀具,可选用T刀进行等高切削加工。
3、 所示,倒扣区域刀具路径存在抬刀现象,由于切入切出方式设为无,导致抬刀过程中发生过切。
4、 使用T刀加工倒扣面时,应合理选择切入和切出方式。
5、 等高精加工自上而下切削时,下切步距恒定,浅滩区域刀轨稀疏,若倒扣未预先开粗,刀具受力过大,易发生断刀。
6、 针对刀轨过载,调整加工顺序为自下而上进行切削。













































评论
更多评论