水泵类型多样,应用广泛,各类水泵由不同部件构成。本文介绍部分水泵零件的加工工艺及配件制作流程,内容可供相关制造或维修参考使用。
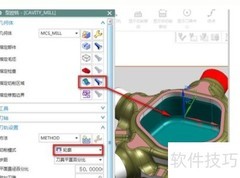
1、 先完成前一工序,加工85毫米档尺寸。按图纸要求加工40毫米孔时,可选用36毫米钻头进行扩孔操作。
2、 采用盲孔镗刀进行加工,粗加工可快些,精车平面需减慢速度,确保表面光滑平整。
3、 加工时需用深度尺测量,高度尺寸为64,公差±0.1。
4、 采用加长盲孔镗刀进行加工,先进刀2毫米车至38,再进刀约1.5毫米加工至39.5,最后保留约0.5毫米余量。
5、 进行精车加工,用百分表测得尺寸为40+0.15,注意余量不宜过大,通常应控制在50丝以内。
6、 按照图纸要求,42+0.15的孔可采用镗刀加工。先用中拖进给车削1.8,大拖盘进给控制深度至32,再进行0.2的精车。需特别注意记录车削40孔时中拖盘对应的刻度位置,确保尺寸准确无误。
7、 用尖头镗刀最后倒棱。
8、 上述为2TC尾盖填料孔的加工步骤。
















































评论
更多评论