分享4英寸泥浆泵轴的加工流程,通过实际操作掌握技术要点,为普通车床爱好者提供参考与借鉴。
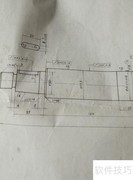
1、 首先要读懂零件图纸,这是加工前必备的,包含各部位尺寸与技术要求。
2、 需分析装夹方式、加工顺序,明确精加工部位及需磨床处理的区域,全面规划各工序流程。
3、 装夹时选用最佳加工方式,采用双顶尖装夹可提升同心度,有效保证产品质量。
4、 按图纸进行加工,车削外圆至直径45毫米,用游标卡尺测量即可。根据实际判断为粗加工,表面光洁度要求不高。
5、 首先加工第一段,直径45毫米,长度520毫米;第二段直径40.25毫米,长50毫米;第三段直径30.25毫米,长50毫米。各段直径均用千分卡测量,并预留适当加工余量。
6、 完成轴一端的轴承与联轴器安装尺寸加工后,调转轴体,再对另一端进行相同工序的加工。
7、 车削外圆尺寸为40.25,注意长度从初始520留至510,确保中间段尺寸准确,剩余部分即为轴端第一阶的长度。
8、 将510长度加工后,两端各预留15毫米,其余部分车削外圆至直径约43.5毫米。

















































评论
更多评论