BKM减速机齿轮数控加工与检测
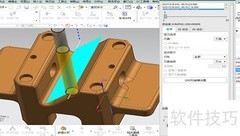
1、 为使设计的准双曲面齿轮减速机齿轮具备符合标准的齿形、优良的综合力学性能以及实际传动能力,必须制定合理的加工工艺流程。鉴于主、从动齿轮自身结构与尺寸特点,传统热处理方式难以充分保证其质量,因而对热处理工艺进行了针对性优化。为提高加工效率与精度,采用五轴加工中心直接进行轮齿切削,避免了BKM减速机中成形刀具的设计与制造,同时省去了复杂的刀具参数设定和机床调整过程。在数控程序编制前,首先定制了专用的后处理程序,确保加工指令的准确转换。在此基础上,利用UG-CAM软件的强大数控编程功能,实现了准双曲面齿轮加工程序的自动化生成。随后,在五轴加工中心上完成了齿轮样件的实际切齿操作,并对加工后的齿轮进行了BKM标准检测。检测结果用于全面评估从初始参数设计、工艺优化到最终加工成型整个流程的技术可行性与实施准确性,验证了该方法在实际应用中的有效性与可靠性,为准双曲面齿轮的高效精密制造提供了技术支撑。
2、 伞齿轮副在传动中不仅需传递动力,还需承受启停时的冲击载荷。基于制造经验,准双曲面齿轮减速机的大、小齿轮均选用强韧性优异的20CrNiMo渗碳钢。其中,主动齿轮外径达0.5米,因整体体积和重量较大,在机械加工及热处理过程中,变形控制难度显著增加,对工艺精度提出更高要求。
3、 BKM减速机主动齿轮的轮齿部分质量较大,在经过渗碳淬火处理后,容易出现轮齿变形以及齿轮轴弯曲的问题,而传统的热处理后研齿工艺难以有效控制最终产品的精度与质量。为解决这一难题,项目在研制过程中对传动齿轮的热处理工艺进行了系统优化。整个热处理过程分为两个主要阶段:第一阶段为预备热处理,包括齿轮锻造成型后的一次正火、高温回火、粗车加工,再进行二次正火与高温回火,以改善材料组织均匀性并降低内应力;第二阶段为切齿后的热处理流程,依次进行渗碳、正火、高温回火、空冷、加热、淬火及低温回火,确保齿面硬度与心部韧性的协调。渗碳工序采用爱协林?2000井式渗碳炉(VBES-200/200)完成。此前已明确伞齿轮的加工工艺路线,在实际轮齿切削过程中,引入五轴加工中心进行精密加工,不仅提升了加工效率与精度,还避免了传统方法中复杂的准双曲面齿轮刀具参数计算、机床调整参数设定以及成形铣刀的定制制造环节,显著简化了生产流程。
4、 本文将介绍用于切齿加工的五轴加工中心及其后处理程序的定制方法,并利用UG-CAM软件中的NC编程功能,编写齿轮的数控加工程序,实现轮齿在数控机床上的精确切削。在准双曲面齿轮减速机的制造过程中,伞齿轮的设计尤为关键。由于其齿形结构复杂且具有特殊几何特征,采用传统设计方式开发一组性能优良的齿轮副往往需要反复调整参数并进行多次强度与啮合校核,整个过程耗时较长,效率较低。目前,虽然已有通过三维建模软件对伞齿轮进行初步造型的方法,但一旦设计参数发生变动,就必须重新构建模型,导致大量重复性工作。这不仅增加了设计周期,也提高了出错概率。因此,建立一套能够快速响应参数变化、操作简便且高效稳定的参数化设计体系,已成为提升BKM减速机伞齿轮设计效率和质量的迫切需求。实现该目标有助于缩短研发周期,提高产品精度与市场竞争力。
5、 伞齿轮结构复杂,加工需专用设备与刀具,导致机械成本高昂,加之编程耗时较长,如何实现高效优化成为亟待解决的难题。













































评论
更多评论