研究刀尖椭圆振动轨迹对切削过程的影响
1、 椭圆振动系统温测流程
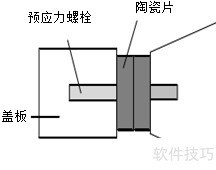
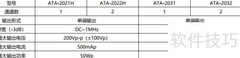
2、 采用大功率、电压与频率可调的超声电源驱动换能器,该电源系统由信号发生器与功率放大器组合构成。设定信号发生器输出频率为96.8kHz,输出3V电压信号,经功率放大器放大后驱动换能器工作。通过数字测温仪连接金属热电偶(测温分辨率达0.1℃)实时监测换能器前盖板的温度变化。实验过程中,随着电压逐渐升高,换能器温度随之上升,需待其温度趋于稳定后再进行读数。当输入电压为114V时,两组换能器的工作温度在约70℃时达到热平衡状态。通常情况下,为确保换能器高效运行并延长使用寿命,其正常工作温度应控制在80℃以下,因此该温度范围符合安全使用要求。
3、 测试结果如下
4、 通过调节双通道信号发生器的相位差,结合变相位差刀椭圆轨迹偏转模型,利用高频激光测振系统采集刀尖振幅数据,验证UEVC系统对刀尖椭圆运动轨迹的实际控制效果,测量结果所示。







































评论
更多评论