利用S7-200实现钻床自动钻孔,工人放置工件并按下启动键后开始加工。
1、 探究实验目标
2、 学习绘制功能流程图
3、 实验掌握初始化程序流程
4、 深入理解并熟练掌握顺序控制程序的编写方法。
5、 加工流程图解
6、 按图示分配地址
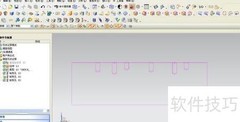
7、 根据要求绘制顺序功能图,参考示例图形。
8、 依据流程图编写控制程序
9、 按照实验流程和要求完成电路图的接线设计。
10、 程序调试与结果分析
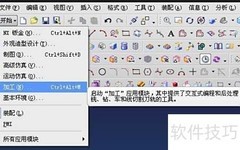
11、 将程序下载至西门子S7-200 PLC,开展实验运行与调试工作。
12、 当在线控制面板的I0.0f被按下时,I0.0闭合,灯Q0.0亮起,表示工件已夹紧。
13、 当I0.1闭合时,指示灯Q0.0熄灭,同时Q0.1与Q0.3点亮,分别表示大小状态。
14、 当I0.2与I0.4同时按下并闭合时,钻头开始同步向下钻孔,此时Q0.2和Q0.4被触发启动。
15、 钻头到位后上提,升至上限位时,按下在线控制按钮。
16、 当面板上I0.3f与I0.5f闭合时,Q0.5灯亮,表示工件已松开。
17、 工件松开至限位,触碰在线控制面板I0.7f(I0.7闭合),系统随即返回。
18、 返回初始位置M0.0,准备下一个工件钻孔作业。


















































评论
更多评论