1、 null
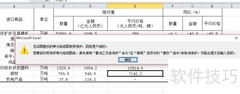
2、 用外圆车刀试切外圆,记录X坐标并测量直径。
3、 使用外圆车刀试切一段外圆,记录此时的X坐标,测量外圆直径后,将X坐标减去直径所得数值填入刀具补偿界面的几何形状X项。再试切外圆端面,记录当前Z坐标,并将其数值输入几何形状Z项中完成对刀设置。
4、 对刀原理解析
5、 在进行数控车床加工前,需首先确定对刀点。对刀点是刀具相对于工件开始运动的起始位置。该点可设在工件上,也可设置于夹具或机床上。若选择后两者,则该点必须与工件的定位基准之间保持精确的尺寸关系,以确保加工精度和定位准确。
6、 对刀操作技巧
7、 对刀时需将刀具的定位基准点与对刀点对齐,车刀的定位点通常为刀尖。对刀的核心是确定对刀点或工件原点在机床坐标系中的精确位置,并测出刀具的位置偏差。对刀点的找正精度直接关系到后续加工的准确性,因此其操作必须精准无误,以确保工件的尺寸和形位精度符合要求。
8、 数控车床操作须遵守安全规程
9、 对刀时,将显示的偏差值加100后填入对应刀具补偿,每把刀均按此操作,确保所有刀补值均以参考点为基准。
10、 将G92起点设为X100 Z100,经试验可行。此方法每次加工均从参考点开始,刀具行程较长,但因采用G00快速移动,影响较小。










































评论
更多评论