1、 null
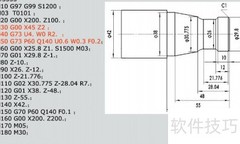
2、 G73指令格式分为两段:首段设定退刀量与循环次数,次段定义起止程序段及进给速度。
3、 解释:
4、 U代表坯料在X轴方向上超出成品尺寸的一半,如坯料为100,成品为80,则U等于(100减80)除以2,结果为10。
5、 W表示工件在Z轴方向上毛坯与成品之间的尺寸差值。
6、 R代表G73指令的执行次数,用于平均分配每次切削的深度。
7、 P表示车辆起始段的序列编号。
8、 Q代表精加工程序的顺序编号。
9、 U表示精制车辆在X轴方向的剩余量。
10、 W表示精加工在Z轴方向的余量。
11、 F为切削进给量。
12、 参考资料扩展
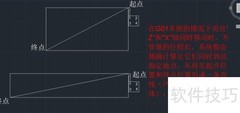
13、 直线插补指令
14、 G01 X(U)_ Z(W)_ F_; 表示以指定进给速度进行直线插补,从当前点移动至目标点。X、Z为终点的绝对坐标,U、W为相对于当前位置的增量坐标,实现精确线性运动控制。
15、 螺纹切削指令G32
16、 G32指令格式为X(U)__ Z(W)__ F__ 或 E__,其中F设定螺纹导程,E表示螺距(mm)。在编写螺纹切削程序(G97)时,需启用恒定主轴转速控制功能,以确保加工过程中转速均匀稳定,并结合螺纹段的具体特性进行合理编程,保证螺纹加工精度与表面质量。
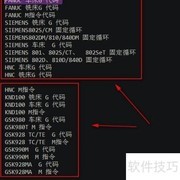
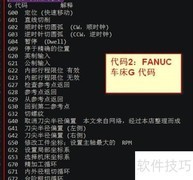
17、 G代码是数控编程中的指令集。
18、 G指令是数控编程中的准备功能代码。
19、 数控车床是一种自动化加工设备。












































评论
更多评论