分享4英寸泥浆泵轴的加工流程,通过实践掌握相关技术要点,为普通车床爱好者提供学习与参考。
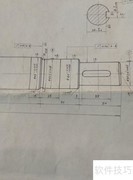
1、 先以中间510为基准,加工出一端轴承尺寸40.25,在其外圆上向后退25,形成轴承安装的有效位置。
2、 向后退120毫米,做两个标记,每处预留1毫米余量,最终加工至直径40.25。
3、 加工第二阶至30尺寸,建议用千分尺测量,公差控制在±0.05毫米为宜,长度35毫米,可用游标卡尺测量。
4、 停车后调整小拖板角度,根据工件图纸要求1:10的斜度,查表得对应角度为2.86度。
5、 旋转螺母使小拖盘转动,让刻度线精准对准2.86度位置,确保其位于3与2之间且紧邻2.86。
6、 将螺母再次拧紧,退回小拖盘至零位。手动移动大拖盘至工件外径为30的位置,再用手动中拖盘进行对刀后退开,定位到35长度处,观察中拖盘刻度并增加35毫米,锁定大、中拖盘。最后手动操作小拖盘,完成35毫米长度斜面的加工。
7、 停车后用模块套件检查斜度配合与长度是否匹配。
8、 计算结果依据模套设定,大头30、小头26.5,配合较为紧密。
9、 手动小拖盘需匀速缓慢加工,并用砂纸打磨,以确保表面光洁。

















































评论
更多评论